
randys blog


Unboxing: Bearing Installation Kit (ZBK)
Unboxing: Replacement OE Driveshaft
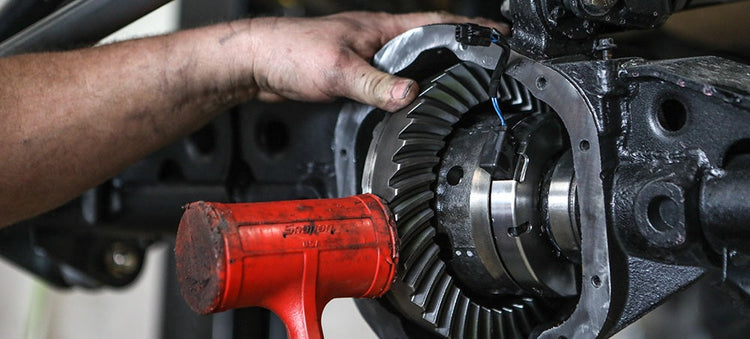
Thick Gears and C-Clips Can Coexist
With a little time and a common bench grinder, you can modify your existing cross shaft to work with a thick ring gear. Be careful to cool the metal often so that it does not become soft.A cross-pin with a notch in the center can be rotated so that the notch allows the axle to be pushed toward the center of the differential. This allows just enough axle movement to install the c-clips one at a time. With the use of low gears for more power often comes the need for a ring gear that is so thick that the spider gear cross shaft interferes with the ring gear teeth. I often get calls from people who are unsure of how much they can grind off of the cross pin shaft or ring gear teeth and still have a strong rearend. There are many rearends that use c-clips to retain the axle shafts. The c-clip is kept in place by the retaining groove in the side gear. As long as the clip is kept within the confines of the side gear, it cannot slip off the end of the axle. When fully assembled, the axle can not move out because the c-clip stops against the side gear. The axle can not move towards the center of the differential because the end of the axle touches against the cross-pin shaft. As long as the cross-pin shaft is in place, the axle is retained and can not be moved inward or outward, and the c-clip cannot be removed. In order to remove or install the c-clips, the spider gear cross-pin shaft must be removed or positioned so the axle shafts can be pushed toward the center of the differential. Then the c-clip can be slipped off the end of the axle. After the c-clip is removed, the axle shaft can be pulled out of the rearend housing. This is only necessary when the rearend uses c-clips to retain the axle shafts. Any rearend that does not use c-clips will not have problems with thick ring gears. There are four ways to deal with the combination of a thick ring gear and c-clips. My least favorite solution is the use of a c-clip eliminator kit. This method uses pressed-on ball bearing type wheel bearings that replace the flat roller bearings and c-clips. One problem with c-clip eliminators is the need to modify the rearend housing end to accommodate the different bearing design. This modification is NOT reversible and should be well thought out before implementing. Also, the replacement ball bearing wheel bearings do NOT last very long and can typically wear out in as little as eight or ten thousand miles.Another method involves modifying the stock cross-pin shaft, or purchasing a modified one. There are two ways to modify the cross-pin shaft and both work well in most cases. The first one works in virtually every case and has been around for a long time. It involves grinding a relief in the middle of the shaft. The relief needs to be as long as the width of the end of the axle, and as deep as the thickness of the c-clip. This grinding does not severely weaken the cross pin shaft. Most notched aftermarket shafts are made of special high-strength metal and are heat-treated to make them stronger than the stock parts they replace. The second grinding method is used by Ford, and will work in many cases where the ring gear is not so thick that it interferes more than about an eighth of an inch (0.125″). This method involves grinding a flat from the center of the shaft (lengthwise) to one end of the shaft. This flat allows the shaft to be pulled halfway out over the ring gear teeth, and exposes the end of the axle shaft to freedom so it can be moved towards the center for the differential for c-clip removal. Even though the flat removes half of the axle contact area from one side of the cross-pin shaft, the remaining half is plenty to carry the end load of the axle. In some cases the ring gear is too thick for the Ford flat-sided cross-pin shaft to clear the ring gear. In this situation, I grind the pin a little further, or I grind off the toe end of the ring gear teeth that are in the way just enough to clear the shaft. In many cases I have removed up to 3/16″ (about 0.200″) from the toe end of the ring gear teeth with no effect on strength. The last method is actually is the easiest and works in a great many situations. By grinding off only the toe portion of the ring gear teeth that interfere with the cross-pin shaft, you can make the thick gears work without the need for a special cross shaft. Although removing up to about 3/16″ does not hurt the gear strength, I do not recommend removing more than 3/16″ and I am very careful to grind parallel to the axis of the shaft. I remove only enough of the teeth to allow the shaft to clear. The gear teeth can be ground with an ordinary bench grinder if the gear is removed from the carrier, or a high speed 3″ cut-off wheel works very well. Just remember to grind carefully and do not let the metal get too hot. Popular Resources: Diagnosing Noise (Part 1) Ford 9 Inch Differential Information Four Critical Ring & Pinion Settings

New Gear Break-In
Do we really need to break in a new gear set? I have heard many people say “When I bought my new truck, no one ever told me to break in the ring & pinion.” Whenever we are blessed enough to afford a new vehicle, we take it easy on the engine for the first few hundred miles. While we are pampering the engine (probably for the last time ever), the ring & pinion set goes along for the ride and gets a chance to break in before we hammer the throttle. In most stock vehicles with stock tires there is seldom a risk of a burned gear set. For those of us who modify and use our trucks, there many situations that can contribute to burned gear syndrome. Motorhomes, towing, tall tires, and high numeric gear ratios (4.56 & up) can all generate a lot of heat and cause the gear oil to break down. The greatest damage to a new gear set results from running for ten minutes or more during the first 500 miles when the oil is very hot. Any heavy use or overloading while the oil is extremely hot will cause it to break down and allow irreversible damage to the ring & pinion. In order to make them run cooler and quieter, new gears are lapped at the factory. However, they are not lapped under the same pressures that driving creates. The loads generated while driving force any microscopic high spots on the gear teeth back into the surface of the metal. This is called “work hardening”. Work hardening is similar to forging in the way that it compresses the metal molecules into a very compact and hard formation. This can only be accomplished if the metal surfaces are lubricated and the gear temperature stays cool enough that the molecular structure does not change. If the temperature of the metal gets hot enough to change the molecular structure, it will soften the surface instead of hardening it. This may seen like a balancing act, but it all happens easily and passively as long as the oil keeps the gear cool while it is breaking in. Some of the synthetic oils on the market today can help a gear set live longer. I’ve had great success with Red Line ®, Torco ®, and Richmond Gear ® synthetic gear oils. These oils will continue to lubricate at temperatures where many crude oils break down. Even with synthetic oils, I still recommend the following procedure for breaking in a new gear set: After driving the first 15 to 20 miles, stop and let the differential cool before proceeding. Keep the vehicle at speeds below 60 mph for the first 100 miles. I also recommend putting at least 500 miles on the new gear set before heavy use or towing. During the first 45 miles of towing, it helps to go about 15 miles at a time before stopping to let the differential cool for 15 minutes before continuing. This is necessary because not all of the gear tooth is making contact until it is heavily loaded. When towing, the teeth flex to contact completely, and cause the previously unloaded portion of the teeth to touch and work harden. It is very easy to damage the ring & pinion by overloading before the teeth are broken-in. If you take it easy on a new ring & pinion and keep it full of high quality oil, it will last a lot longer. With regards to limited slip additives, I have found that using too much additive can lead to premature gear wear. Use just enough to keep the limited slip from chattering but not more than 4 oz for every 2 qts of oil. It is a good idea to change the gear oil after the first 500 miles in order to remove any metal particles or phosphorus coating that has come from the new gear set. This is cheap insurance and a good time to discover any problems before they grow too big.

Grinding Gears
Many people would rather have their children genetically altered before they would grind gear teeth. Gears are not handed to us by God. They are designed by people who have figured out how to form steel into shapes that can be used to multiply torque and change power-shaft directions. Although some of us hold gears in very high esteem, they are not sacred. They can be ground on a surprising amount with little or no loss of strength. As long as the gears do not become hot (over 600 degrees) from the grinding, the molecular structure will remain the same and the hardness of the gear-set will not change. There are many situations where grinding gear teeth is not only OK, but can be helpful. Some of these include, but are not limited to: grinding to clear the cross-pin shaft, removing nicks from shipping with poor packing, rounding the corners on chips from a brittle surface, trimming the ring gear toe to clear 9″ Ford pilot bearing, chamfering the toe of the pinion teeth to clear the carrier case, smoothing high spots due to machining, or back-cutting race gears to allow for tooth bending. The drive side of the gear-set takes much more load than the coast side does and therefore it is a good idea to have a little restraint and think ahead before getting carried away on the drive side of a gear tooth. On the other hand, the coast side of the tooth gets loaded very little and not very often so it can take a huge amount of grinding with no negative side effects. Although I have seen vehicle run with half of a ring gear or pinion tooth missing, I do NOT recommend pushing your luck that far. However, I have no problem running a gear-set in my own vehicle with 1/4 of tooth ground off of the toe of one or two ring gear or pinion teeth. If the same 1/4 of the tooth was removed from the heel, I would be wary. I would not recommend removing more than about a 1/5 of the tooth from the heel of ring gear, because most of the load is from the center of the tooth to the heel when under load. And, it is the heel of the tooth that receives the hardest load. The pinion is another thing entirely. The last 1/4″ to 3/8″ of the pinion gear teeth do not even come close to touching the ring gear teeth on the drive side and therefore the tip can be removed entirely if the tooth or teeth are chipped, dinged, or damaged in any way. This heel portion of the pinion teeth often gets damaged in production or shipping and bothers people who are unfamiliar with rear end gears. If any part of the tooth does not contact other teeth, it can be removed without strength problems. In order to improve my confidence when attacking a new gear set, I often practice on an old gear set right before I approach the new set. This helps me pick the right cutting tool, set the angle of attack, and find the best cutter speed before I begin. The main thing to remember when grinding gears is to make sure that all corners are chamfered and there are no sharp edges to cut into the other teeth.